Components

The raw materials used in ceramics manufacture are of a mineral nature and their main component is clay. Depending on the technical characteristics of the product to be made, the different compositional ingredients are mixed and milled until they are completely homogenised and have the optimum particle size to provide the appropriate plasticity for forming.

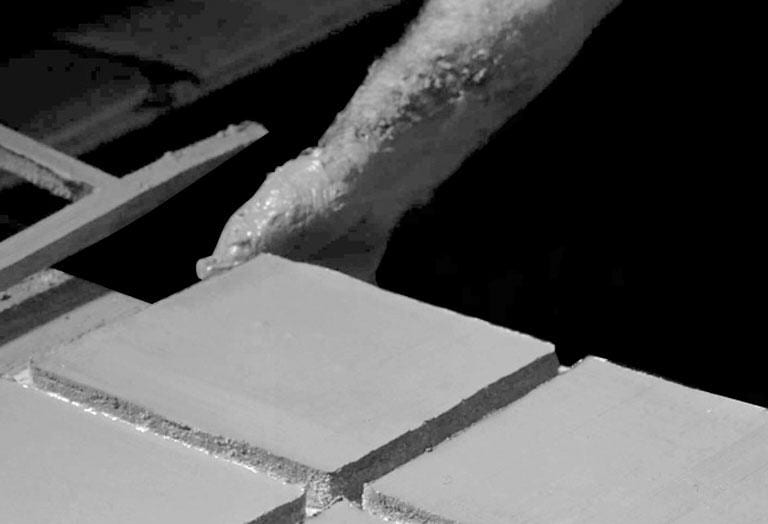
Forming is the process by which the raw materials selected for ceramic tile manufacture are moulded. Once the mixture has been homogenised and provided with optimum moisture conditions, the product is formed and subjected to a natural or mechanical drying process that assures appropriate development of the firing and glazing stages. The ceramic industry for construction uses the following types of forming: manual, dry pressing, plastic pressing, extrusion, and slip casting.

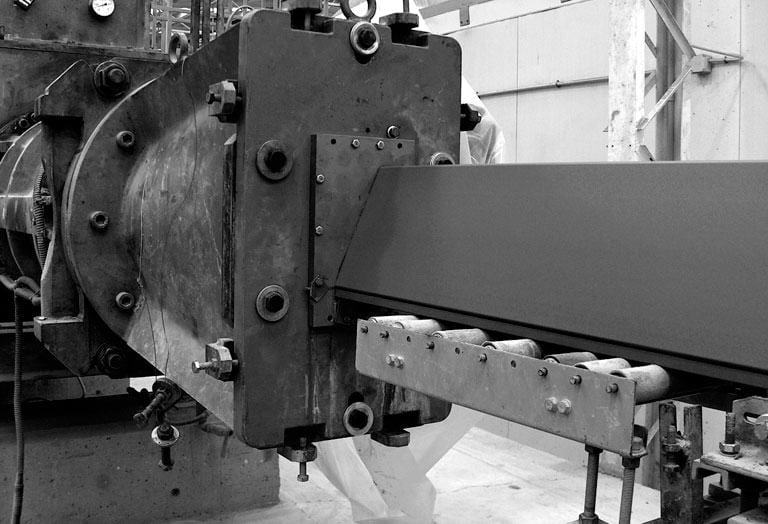

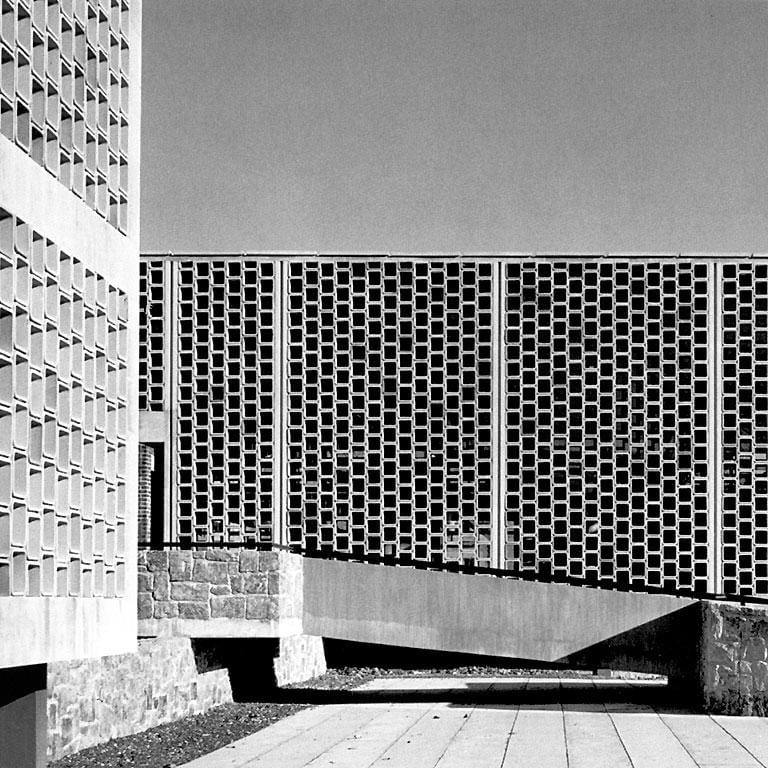
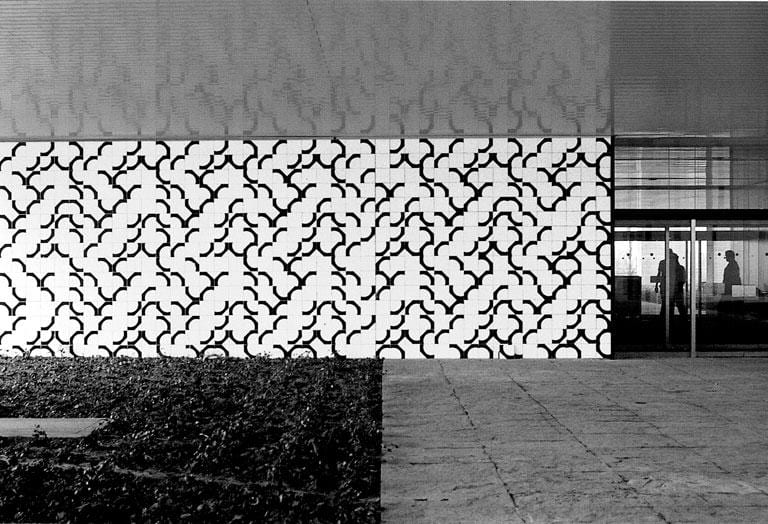
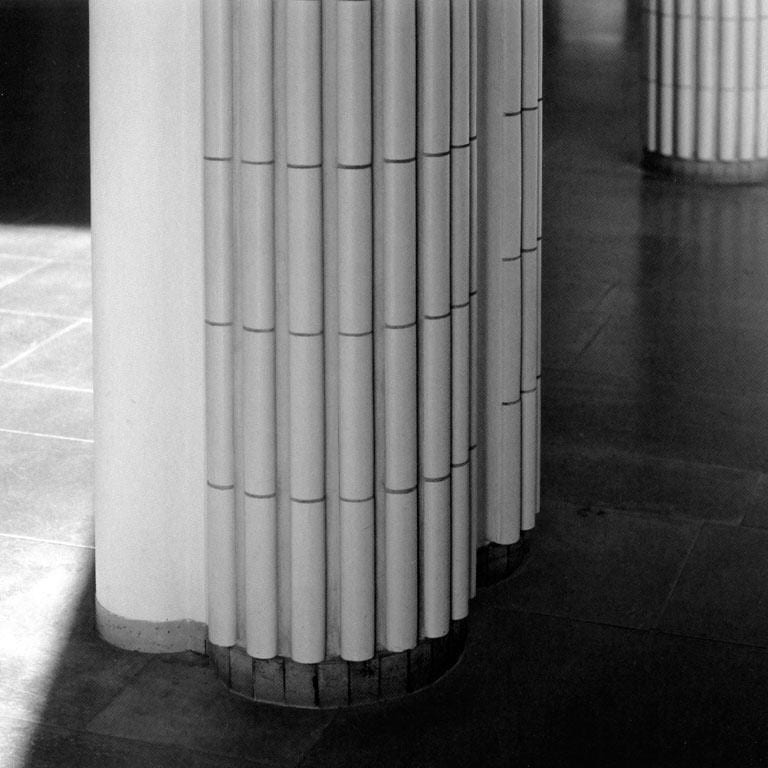
Surface treatments are performed to add new physico-chemical or ornamental properties to the ceramic pieces. They can take place in different stages of the process, and the resulting surfaces are divided into: natural, textured, glazed, or decorated.





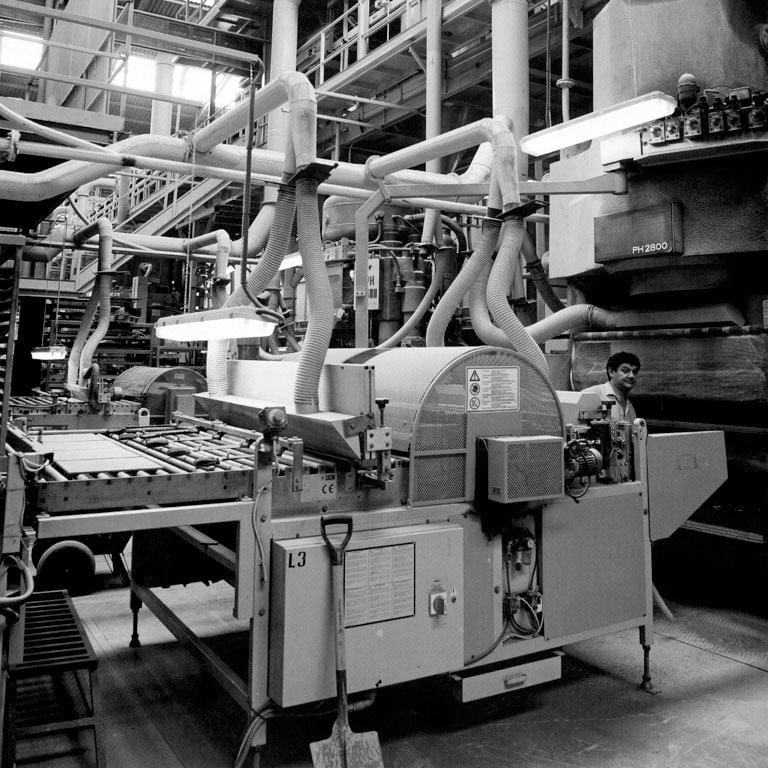
Firing is the most important manufacturing process stage because, when the semi-hardened elements travel through the kiln, they undergo fundamental transformations in their physico-chemical properties. The processed pieces are subjected to a high-temperature thermal cycle that varies as a function of the product to be obtained, giving rise to a hard, resistant material, with technical characteristics that determine its ceramic condition.


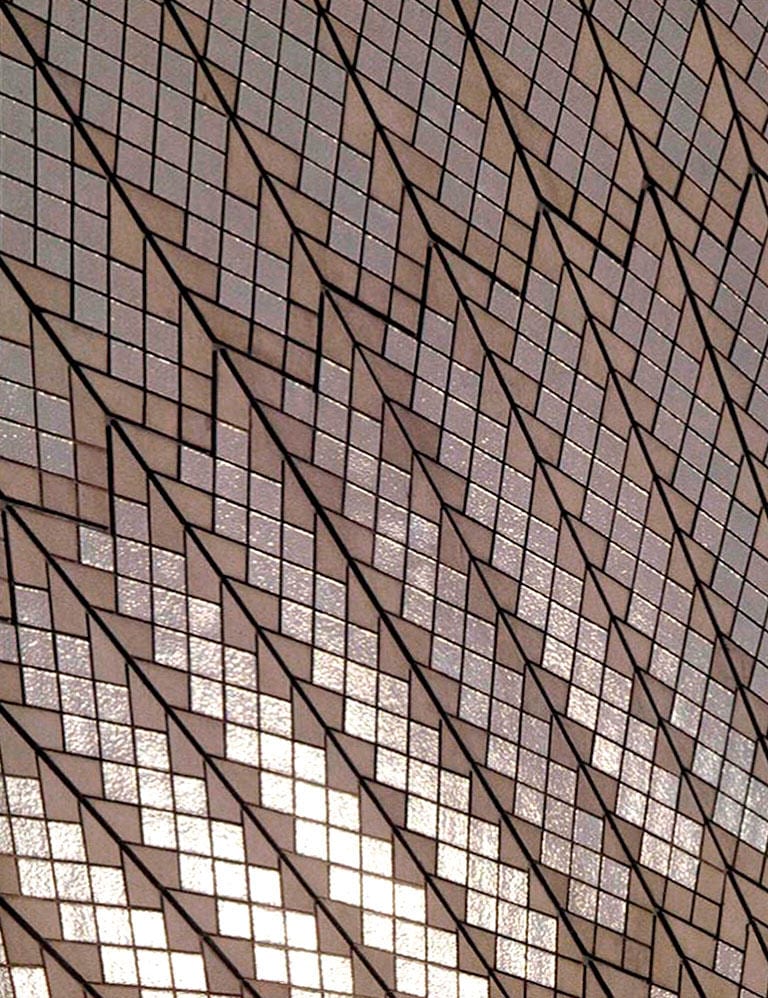
There is a great variety of ceramic products for vertical and horizontal surface coverings. Based on the technical characteristics of the material, the ceramic industrial sector uses the following classification: fired clay tile, earthenware tile, baldosín catalán, glazed stoneware tile, porcelain tile, and rustic stoneware tile. These designations are customarily used for flat products, though special pieces or trims may also be found – generally with a certain volume – such as the auxiliary pieces devised to solve specific problems, or singular pieces with their own characteristics and functions, which require exclusive fabrication.