Componentes

Las materias primas utilizadas en la fabricación de los productos cerámicos son de naturaleza mineral y su principal componente es la arcilla. En función de las características técnicas del elemento que se desea realizar, los diferentes ingredientes que intervienen se mezclan y molturan hasta obtener su total homogeneización y el tamaño óptimo de partícula que proporcione la plasticidad adecuada para su conformado.

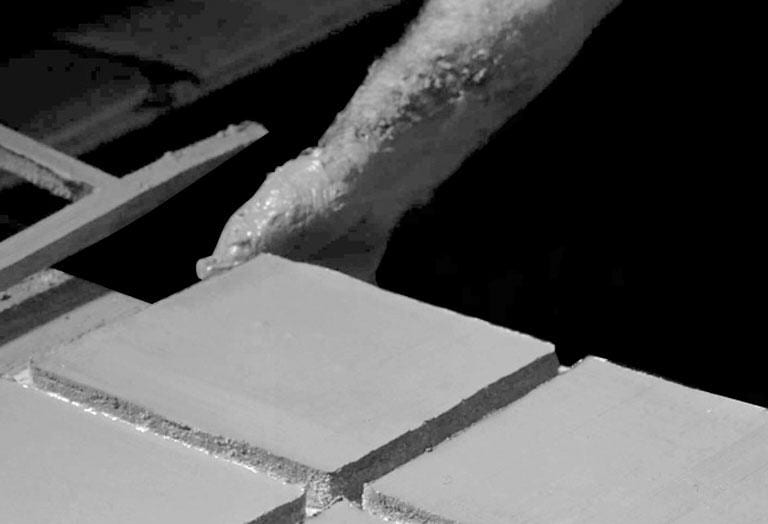
El conformado es el proceso a través del cual se modelan las materias primas seleccionadas para la fabricación de la pieza cerámica. Una vez homogeneizada la mezcla y en condiciones óptimas de humedad, se le da forma y se somete a un proceso de secado -natural o mecánico- que garantiza un adecuado desarrollo de las fases de cocción y esmaltado. La industria cerámica de la construcción emplea los siguientes tipos de conformado: manual, prensado en seco, prensado plástico, extrudido y colado.

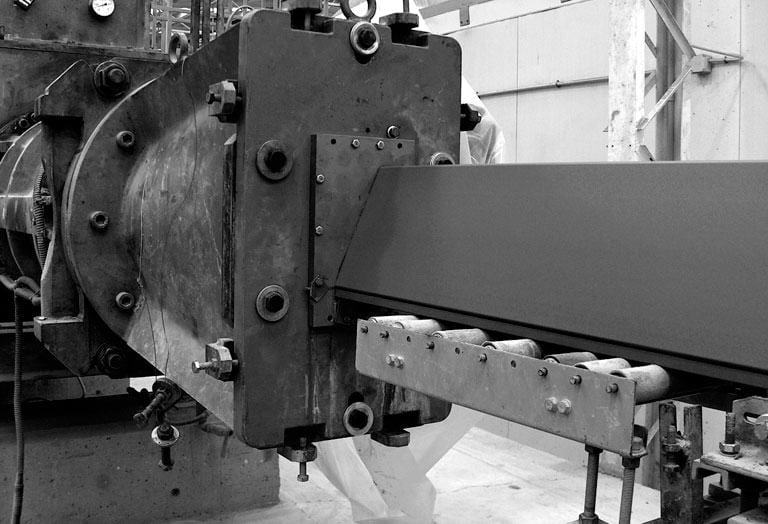

Los tratamientos superficiales se realizan con el objeto de añadirle nuevas propiedades físico-químicas u ornamentales al acabado final de las piezas cerámicas. Pueden llevarse a cabo en varias etapas del proceso, clasificándose en natural, texturizado, esmaltado o decorado.





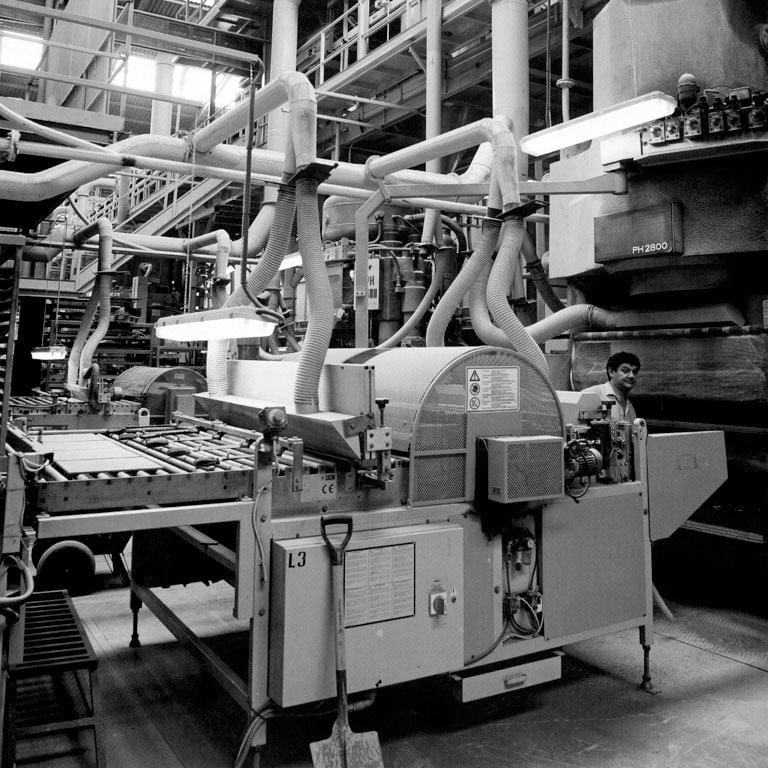
La cocción es la etapa más importante del proceso productivo ya que los elementos semiendurecidos, al pasar por el horno, experimentan una transformación fundamental de sus propiedades físico-químicas. Las piezas procesadas se someten a un ciclo térmico a alta temperatura que varía en función del producto que se desea obtener, dando lugar a un material duro, resistente y con unas características técnicas que determinan su condición cerámica.


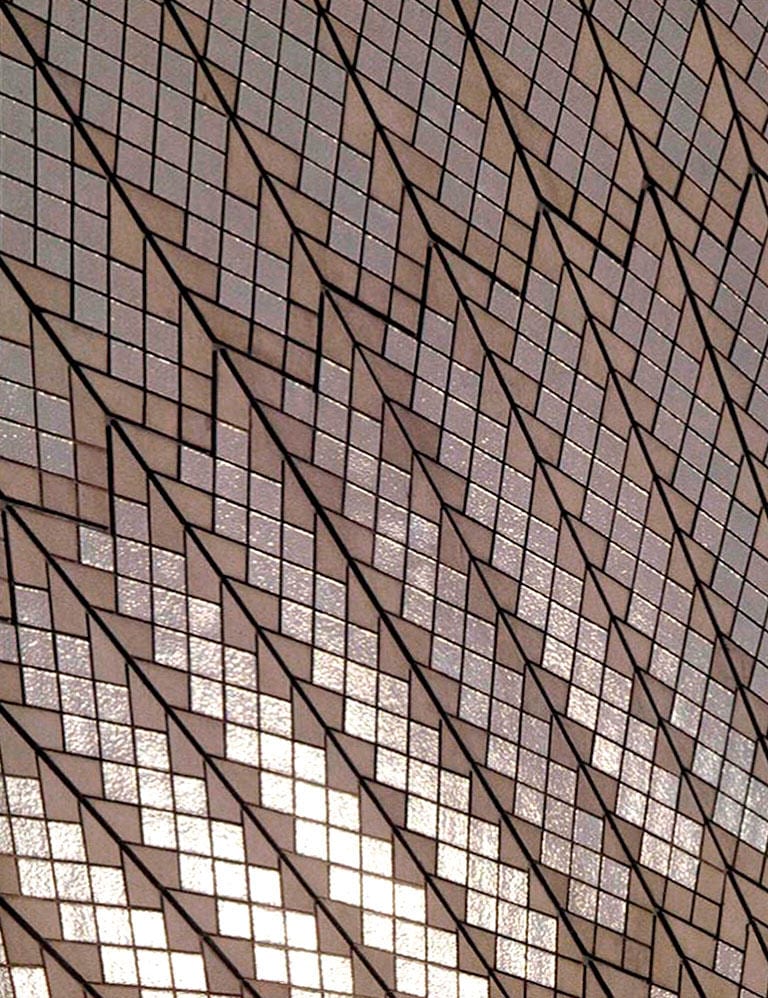
Existe gran variedad de productos cerámicos destinados al revestimiento de paramentos horizontales y verticales, y en base a las características técnicas del material el sector industrial cerámico establece la siguiente clasificación: barro cocido, azulejo, baldosín catalán, gres esmaltado, gres porcelánico y gres rústico. Esta denominación se utiliza habitualmente para referirse a los productos planos, si bien existen piezas especiales -generalmente con volumen- como las auxiliares, ideadas para resolver problemas específicos, o las singulares, con características y funciones propias que requieren de una fabricación exclusiva.